2205 dupleks paslanmayan polad 21% xrom, 2.5% molibden və 4.5% nikel-azot ərintisindən ibarət dupleks paslanmayan poladdır. Ferrit və austenit strukturlarının hər biri təxminən 50% təşkil edir. Yüksək gücə, yaxşı təsir gücünə və yaxşı ümumi və yerli stres korroziyaya davamlılığına malikdir. 2205 dupleks paslanmayan poladdan məhsuldarlıq östenitik paslanmayan poladdan iki dəfə çoxdur. Bu xüsusiyyət dizaynerlərə məhsulların dizaynı zamanı çəkisini azaltmağa imkan verir və bu ərintini 316 və 317L-dən daha sərfəli edir. Bu ərinti -50°F/+600°F temperatur diapazonu üçün xüsusilə uyğundur. Bu temperatur aralığından kənar tətbiqlər üçün bu ərinti də nəzərə alına bilər, lakin xüsusilə qaynaqlı strukturlara tətbiq edildikdə bəzi məhdudiyyətlər var.

316L və 317L austenitik paslanmayan polad ilə müqayisədə 2205 dupleks paslanmayan polad çuxur korroziyasına və yarıq korroziyasına qarşı müqavimətdə üstün performansa malikdir. Yüksək korroziyaya davamlıdır. Ostenitik ilə müqayisədə onun istilik genişlənmə əmsalı aşağıdır və istilik keçiriciliyi daha yüksəkdir. Ostenitik paslanmayan poladla müqayisədə, dupleks paslanmayan polad 2205 ərintisi iki dəfə sıxılma gücünə malikdir. 316L və 317L ilə müqayisədə dizayner onun çəkisini azalda bilər. Ərinti 2205 xüsusilə -50°F/+600°F temperatur diapazonu üçün uyğundur. Ciddi məhdudiyyətlər altında (xüsusilə qaynaqlı strukturlar üçün) aşağı temperaturda da istifadə edilə bilər.

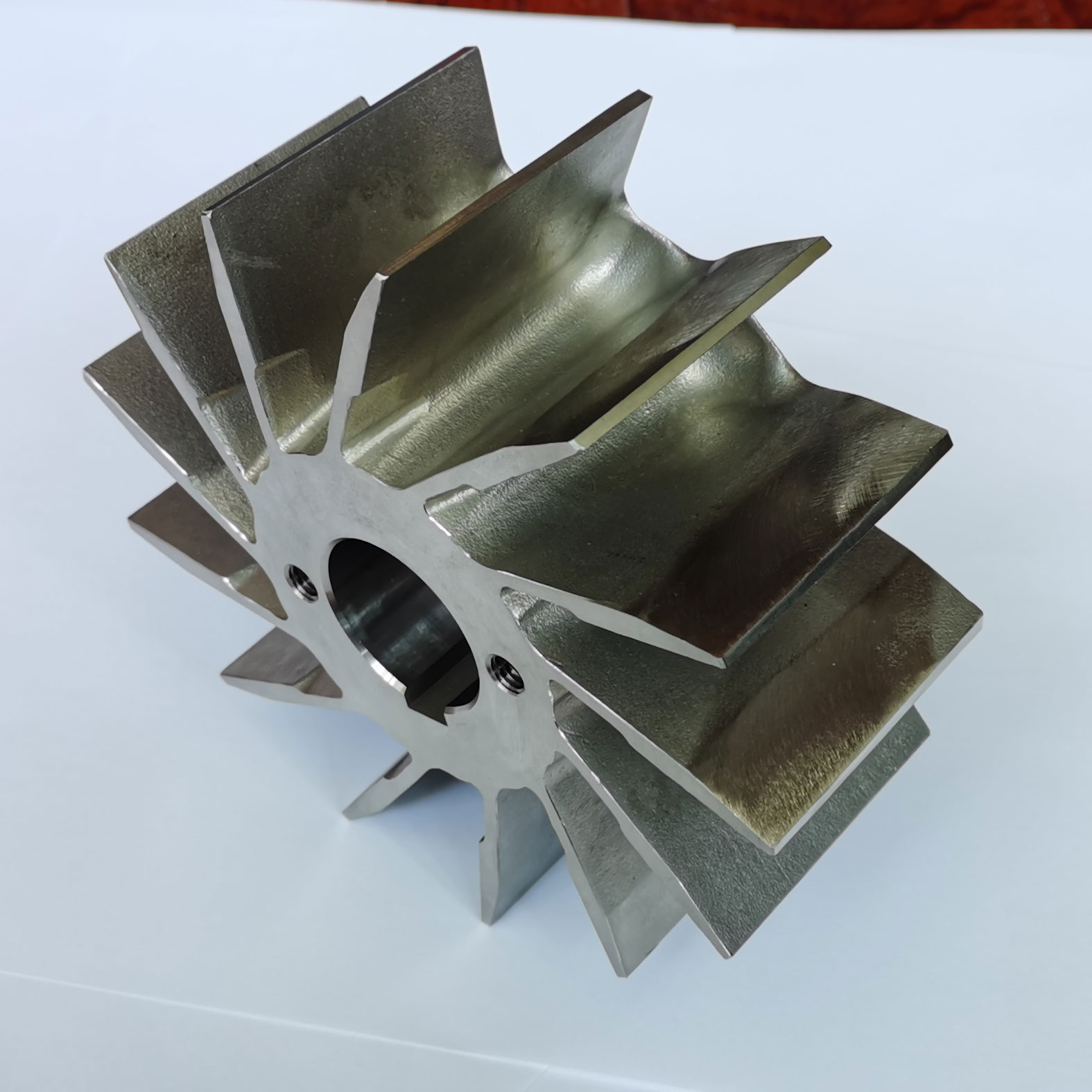
Dupleks paslanmayan polad tökmədupleks paslanmayan poladdan hazırlanmış tökmələr deməkdir. Dupleks Paslanmayan Polad (DSS) hər biri təxminən 50% təşkil edən ferrit və austenitli paslanmayan poladdan ibarətdir. Ümumiyyətlə, daha az fazaların məzmunu ən azı 30% olmalıdır. Aşağı C məzmunu vəziyyətində Cr tərkibi 18% -dən 28% -ə qədər, Ni tərkibi isə 3% -dən 10% -ə qədərdir. Bəzi dupleks paslanmayan poladlarda Mo, Cu, Nb, Ti və N kimi alaşımlı elementlər də var.
DSS östenitik və ferritik paslanmayan polad xüsusiyyətlərinə malikdir. Ferritlə müqayisədə daha yüksək plastisiyaya və çevikliyə, otaq temperaturunda kövrəkliyə malik deyil və ferrit paslanmayan polad kimi kövrəkliyi, yüksək istilik keçiriciliyini və superplastikliyini qoruyub saxlayaraq, danalararası korroziyaya davamlılığı və qaynaq performansını əhəmiyyətli dərəcədə yaxşılaşdırmışdır. Ostenitik paslanmayan poladla müqayisədə DSS yüksək gücə malikdir və qranullararası korroziyaya və xlorid stress korroziyasına qarşı əhəmiyyətli dərəcədə təkmilləşdirilmiş müqavimətə malikdir. Dupleks paslanmayan polad əla korroziyaya qarşı müqavimətə malikdir və eyni zamanda nikel qənaət edən paslanmayan poladdır.
Döküm istehsalında, paslanmayan polad tökmələrin əksəriyyəti tərəfindən tamamlanırinvestisiya tökmə. İnvestisiya tökmə ilə istehsal olunan paslanmayan polad tökmələrin səthi daha hamar olur və ölçü dəqiqliyinə nəzarət etmək daha asandır. Təbii ki, dəyəriinvestisiya tökmə paslanmayan polad hissələridigər proseslər və materiallarla müqayisədə nisbətən yüksəkdir.
▶ imkanlarıİnvestisiya tökmə tökmə zavodu
• Maksimum Ölçü: 1000 mm × 800 mm × 500 mm
• Çəki Aralığı: 0,5 kq - 100 kq
• İllik Gücü: 2000 ton
• Shell Building üçün Bağlayıcı Materiallar: Silisium Sol, Su Şüşəsi və onların qarışıqları.
• Tolerantlıqlar: İstək üzrə.
▶ İnvestisiya Dökümünün Əsas İstehsal Proseduru
• Mum nümunəsi və ya replika yaradın
• Mum naxışını çəkin
• Mum nümunəsinə investisiya edin
• Kalıp yaratmaq üçün mum naxışını yandıraraq (soba daxilində və ya isti suda) aradan qaldırın.
• Ərinmiş metalı qəlibə zorla tökün
• Soyutma və bərkimə
• Dökümlərdən çubuqları çıxarın
• Hazır investisiya dökümlərini bitirin və cilalayın